表面 粗 さ 決め方
ガトー めぐろ デリシャス ショコラ【簡易設計】表面粗さの決め方 - しんめエンジニアリング. 【設計者必見】表面粗さの基礎。これを知らないと …. 表面粗さの書き方 表面粗さの図示方法は、JIS B 0031-2003(ISO 1302:2002)で規定されていて、上図のa~eには下記の内容を記入します。 a:条件・パラメータ b:追加の測定条件・パラメータ(省略可能) …. 表面粗さの基礎知識 | ミツトヨ. 表面粗さの基礎知識. JIS B 0601:2013 製品の幾何特性仕様(GPS)-表面性状:輪郭曲線方式-用語、定義および表面性状パラメータ. JIS B …. 読書 感想 文 ぼく と ニケ
王 の 涙 イ サン の 決断 dvdかなり奥が深い!これだけは知っておきたい表面粗 …. 顎 の 付け根 痛い
退職 届 どこに 売っ てる表面粗さは、正式には表面性状といい、「粗さ」と「うねり」に分けられます。どの波長の表面性状が、部品の性能に影響を与えているかを把握し、粗さとうねりを分けることが重要です。. 【機械製図道場・上級編】表面粗さ等「表面性状」に関する . 表面粗さの新旧記号と書き方解説|金属加工総合メディア Mitsuri . 表面粗さとは、加工したワークの表面の粗さを評価するための指標です。 加工したワークの表面は間隔の異なる起伏があります。 この起伏が大きい …. 表面粗さと適切な研磨法を選定するときの考え方 | アイオン . ここでは、表面粗さの定義を簡単に説明し、適切な表面粗さを決定するのに必要な考え方の基本を紹介します。 表面粗さとは? 表面粗さとは、塗 …. 表面粗さ(表面性状)|面の状態を表す指標 – …. 機械加工で加工された平面には細かい山や谷によって作られているが、それらをまとめて表面性状といい、数値で表したものを表面粗さという。表面粗さの数値が小さいほど、山や谷が低くなめらかな面となる。. 表面粗さの基礎 | 粗さ入門.com | キーエンス. 「表面粗さ」という言葉の意味を調べると、「切削、研磨、成型などの手法により加工された工作物の仕上がり面の凹凸の程度。 」と書かれていま …. 表面粗さ(JIS B 0601:1994, JIS B 0031:1994)よ …. 2017年7月19日. 簡単解説!表面粗さとは?面粗度・JIS新旧換算表・ …. HOME > NC旋盤基礎知識 > 簡単解説! 表面粗さとは? 面粗度・JIS新旧換算表・記号Ra・理論面粗さの求め方など完全網羅! 2023年9月6日. 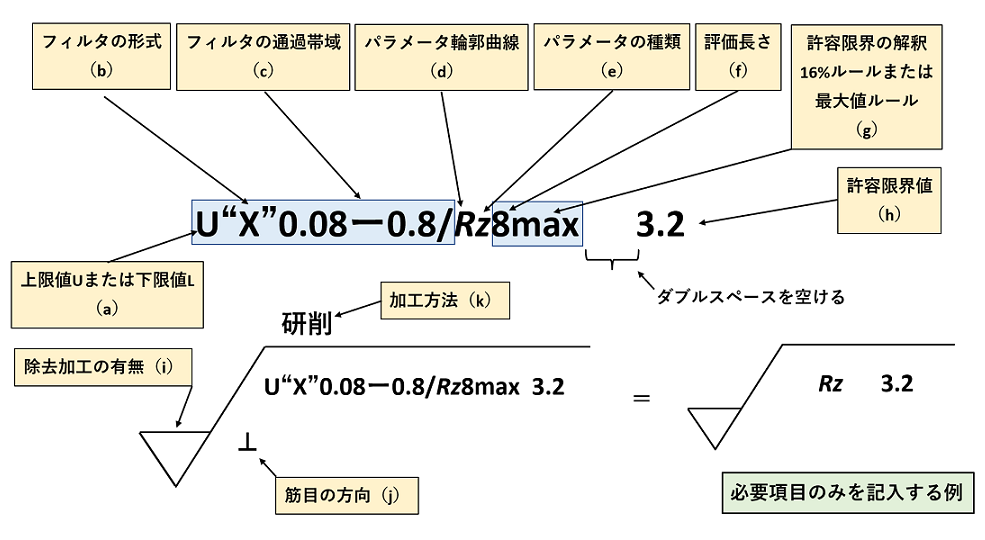
浜寺 公園 の バラ の 見頃表面粗さを測定するには、主に2つの方法があります。 ひとつは、蝕針を使う「接触式測定方法」で、もうひとつはレーザーなど …. 表面粗さとは | 表面粗さの基礎 | 粗さ入門.com | キーエンス. HOME. 改善事例・学ぶ・調べる. ふた き 皮膚 科 東 久留米
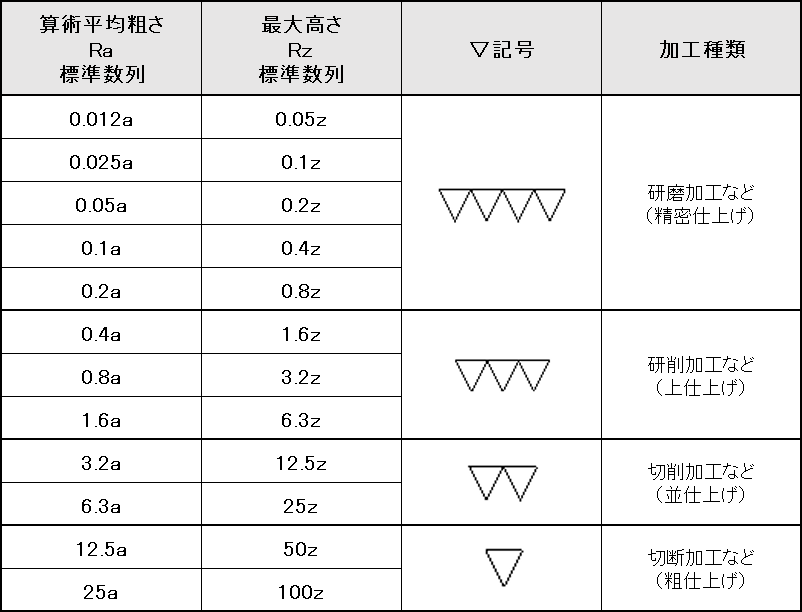
は まだ 眼科 大宮粗さ入門.com. 表面粗さの基礎. 表面粗さとは. 加工品、成形品などの表面は、高さ、深さ、間隔の異なる山、谷が …. 表面粗さ(表面性状)の製図 – Hitopedia. 加工方法. 表面粗さの図示記号. 表面粗さ の図示記号は下記のとおりである。 基本図示記号は加工してもしなくてもよい、という基 …. 表面粗さの書き方 - MONOWEB. 記号内の a から g に表面性状に必要な基準等を記入します。 まず、旧JISの表記です。 a から g には下記を記入します。 a : Ra 算術平均粗さ. b :加 …. 表面粗さRa Rz の計算方法から新旧換算を解説。. 26. 表面粗さを測定するには「表面粗さ形状測定機」というものが必要だよ。 ウーパー. 表面粗さは測定したいけど、形状測定はし …. 表面粗さ - やさしい実践 機械設計講座. 表面粗さを10μm Rmaxとか1μm Raなどと数値で表示するためには、専用の表面粗さ測定機を必要とします。 そこで加工中の簡易的な測定のた め …. JIS B 0031:2003 測定機器 解説掛図 触針式表面粗さ測定機の . 触針式表面粗さ測定機の特性 粗さパラメータの基準長さ 表面粗さJIS規格の推移 輪郭曲線の種類 スキッドレス測定とスキッド付き測定 表面粗さの …. 触針式表面粗さ測定機の測定手順 | 線粗さ(JIS B 0601) | 粗さ . 触針式表面粗さ測定機で表面粗さを評価する手順は、次の通りです。 (JIS B0633:2001より抜粋) STEP1 測定対象物の設置. 測定対象物の表面の油 …. 表面粗さ測定の種類と規格 | 表面粗さの基礎 | 粗さ入門.com . 表面粗さの測定方式には、大別して「接触式」測定法と「非接触式」測定法があります。 さらに、非接触式には異なる原理の測定機があり、それぞ …. 表面粗さRa Rz の計算方法から新旧換算を解説。. 4.粗さの記号の旧規格と新規格. 昔の図面では の数で表面粗さを指示していましたが、現在ではRaやRzなどで規格を数値化し、場合によっては加工方法の指示までしています。. 以下に昔の図面指示と現在の指示をまとめました。. なお、Raの4倍程度がRzの規格 . 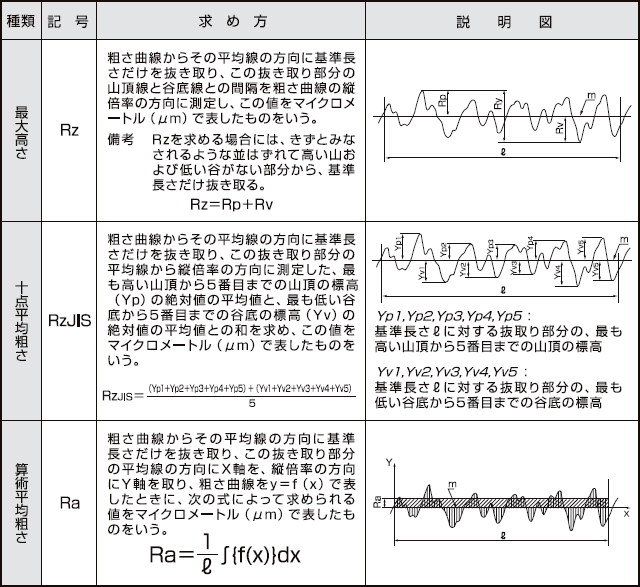
カエル の 卵 グミJIS B 0601「表面粗さ」について説明するページです。 最大高さ R y の求め方 R y は、粗さ曲線からその平均線の方向に基準長さだけ抜き取り、 この抜取り部分の山頂線と谷底線との間隔を粗さ曲線の縦倍率の方向に測定し、この値をマイクロメートル(μm)で表したものをいう。. 図面の描き方について。部品図の公差・粗さ記号の決め方や . 部品図の公差・粗さ記号の決め方や注記の入れ方が解かりません。 機械製図の基礎を学ぶ本やサイトがあれば、教えて下さい。 機械系のCADオペをやっています。 先週末に組図から部品図へのばらし作業を頼まれました。 ばらし自体は何度. 精密機械加工費用の相場は?加工費用の考え方やコストダウン . 精密機械加工における費用見積もりの基本的な考え方. 多くの場合、精密加工における見積もり金額を構成する要素は、以下の3つとなります。. このページでは、一般的な精密機械加工の費用相場から見積もりの基本的な考え方、TDCにおける精密加工の費用 . 切削条件とは?どうやって決めるべき? - 中村留精密工業株式会社. 面粗さの公差指示があり理論表面粗さが公差を超えていた場合、送り量を調整したり刃先ノーズRの大きい刃物に変更するなどの必要があります。 4.切削条件の決め方 まずは刃物メーカーの推奨値。 刃物の材質が大きく影響するため . はめあいの選定|ベアリングの固定 - MISUMI(ミスミ). はめあいの選定には6つのポイントがあり、それを解説する。. はめあいの組み合わせの検討. ベアリングはめあいの一般基準(参考). しめしろの検討. 荷重の大きさによる影響の考慮. 温度による影響の考慮. 足 の 指 内出血 痛い
sk カーボン に 合う ラバー表面粗さによる影響の考慮. 最大応力の考慮. 仕上げ記号の新旧の比較と、各表面粗さに対応する加工方法 . 表面粗さの図示記号はJISの改訂により、新旧3世代に分かれています。 ここでは各世代の図示記号と、それに対応する加工方法をまとめます。 旧〜最新JISの関係と、対応する加工表 まずはそれぞれの世代の記号と、それに対応する加工方法を表で …. 表面粗さ測定ー用語解説・その他資料 | オリンパス株式会社. 非接触であるレーザー顕微鏡は、表面状態に左右されず、正確な粗さ測定が可能です。. 面で測定できるレーザー顕微鏡は、画像を見ながら正確に位置決めができるため、狙った微小エリアの粗さ測定を簡単に行うことができます。. 粘着性テープ 256×256μm . 表面粗さ - やさしい実践 機械設計講座. 表面粗さ指示の考え方 上の定義の解説では、非常に難しくよくわからないと言うのが、と言うか、ここまで厳密に加工(測定、管理)されているのかといえば、していないのが現実でしょう。 するとすれば大量生産する部品で特に その機械の中心的役割を担う重要部品のはずです。. 表面粗さ測定における「基準長さ」と「評価長さ」を説明して . 表面粗さ評価について。カットオフ値λcの決め方が分かりません。 材料表面の粗さパラメータを評価するために、測定断面曲線から粗さ曲線とうねり曲線を分離したいのですが、 カットオフ値λcをどの程度にすればいいのかわかりません。. 表面粗さ測定ーパラメーターについて | オリンパス株式会社. モチーフパラメーター. モチーフパラメーターは、サンプル表面の包絡形状をもとに、表面の接触状態を評価するためのパラメーターです。. AR 粗さモチーフの平均長さ:評価長さで求めた粗さモチーフ長さARiの算術平均値 R 粗さモチーフの平均深さ:評価長 . レーザー顕微鏡による線粗さ測定について. LSM(λs=2.5μm)の粗さ曲線ではLSM(λs無 し)で全体的に見られる細かいノイズが取り除 かれていることがわかります。このようにLSM でも適切なλsを適用することで触針式に近い粗 さ曲線を取得できます。 4.おわりに 当センターに. 粗さ測定のカットオフ値設定について | 株式会社NCネットワーク. 粗さ測定のカットオフ値設定について. 2023/10/16 14:20. このQ&Aのポイント. 粗さ測定におけるカットオフ値と測定長さの関係について質問です。. 旋削加工後の粗さ測定において、カットオフ値は0.8となりますが、測定幅が1mm強しかない場合の対応方法を教え …. 面粗度?表面粗さ?加工方法や記号のRaとRzの違い …. 表面粗さ?. すずの き クリニック 久喜
酒々井 ラブホテル加工方法や記号のRaとRzの違いを説明します。. あなたは、「表面粗さ」について. なかじま 耳鼻 咽喉 科 クリニック
ウヨンウ弁護士は天才肌シーズン 2悩んだことはありませんか?. 「面粗度」と呼ばれることもありますが、. JIS規格では、. 「表面粗さ」と定義されているので. この記事では、. 「表面粗さ」. 機械要素の表面粗さ | ジュンツウネット21. 機械要素の表面粗さ について解説します。JISの用語の意味の表面粗さとは機械表面からランダムに抜き取った各部分における表面粗さを最大高さ(Rmax),十点平均粗さ(Rz)または中心線平均粗さ(Ra)のそれぞれの算術平均値となっています。. 旋削加工の計算式 - 技術情報/計算式 | 三菱マテリアル. 三菱マテリアルの技術情報/計算式に関するページです。旋削加工の計算式 の詳細情報を掲載しています。切削工具の概要・安全性・注意事項に加え、計算式・材種・製品ガイド・トラブルシューティングやISO13399などの規格情報も紹介します。. 表面粗さとは?粗さパラメータの種類とJIS規格の比較 │ 精密 . 表面粗さとは 表面粗さとは、物体表面の凹凸を数値や記号で表したものです。評価したい内容に応じて計算式(パラメータ)が異なり、代表的な粗さパラメータには、以下のものがあります。 粗さパラメータの種類 最大粗さ高さ [Rz、JIS’94 で Ry]. 【解説】軸設計で検討するべき内容について | ものづくりのススメ. 軸というと「回転」のイメージを持つ方 が多いと思いますが、 「直動」の機構でも使われる ことがあります . 軸の表面粗さをなめらかにしておかないと、シールが損傷する 軸の端部や角をしっかり面取りしておかないと、シール . 【旋盤】送り速度と送り量の違いって?決め方は?粗さとの . 表面粗さについて 送り量と切っても切れない関係にあるのが表面粗さです。 後述しますが表面粗さは送り量によって変化しますので。 粗さとは 加工した面は一見まっすぐに凹凸なく見えますが、拡大してみると細かくギザギザしています。. レーザー顕微鏡による表面粗さの測定について. 表面粗さは、測定物の表面性状(「つるつる」や「ざらざら」)を数値で表したものです。表面粗さを測定する方法には、大きく分けて「接触式」と「非接触式」の2つの方式があります。「接触式」は触針と呼ばれる先のとがったダイヤモンド製の針が試料を直接なぞることにより表面の凹凸 . 面粗度 カットオフ値 って? - kubos.blogkubos.blog. 仕事で面粗度のカットオフ値について調べてみたので忘れないようにブログ記事にしょうと思います。 面粗度って? 一応読んでくれる方がいるかもしれないのでざっと説明します。 JISの工業規格では、製造品の表面粗さに関する記述があります。表面の粗さを面粗度(めんそど)と呼びます . 寸法公差(サイズ公差)の目的と記入方法、累積公差やはめ . しかし海外では大きさ(サイズ)と位置のばらつきを明確に分類しており、日本の図面が海外では通用しないということが問題提起されました。 2016年のJISハンドブックの「解説」の欄で寸法という文言の定義が変更となり、サイズ公差と位置の公差を分類するようになりました。. Oリング 取付部の設計 | よくあるお問い合わせ | NOK株式会社. NOK株式会社のよくあるお問い合わせ(パッキン)です。NOKは日本初のオイルシールメーカーです。NOKの技術から生み出される、オイルシールやメカニカルシール等の機能部品は、自動車業界だけでなく様々な領域で活躍しています。NOKグループは事業基盤であるシール技術、FPC技術、ロール技術 . 表面粗さ - ミスミ. 工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)、凹凸の平均間隔(Sm)、局部山頂の平均間隔(S)及び負荷長さ率(tp)の定義並びに表示について規定されており、表面粗さは、対象物の表面から . 高力ボルトのQ&A - 高力ボルト協会. Q1. 高力ボルトの余長の許容範囲。 余長は、ナット面から突き出た長さが、ねじ1山~6山の範囲にあるものを合格とします。(JASS 6)この場合の1山とは1ピッチ相当の長さと捉えて下さい。 また、道路橋示方書・同解説では、ボルトの平先部(又は丸先部)が締付け完了後に少なくともナットの面 . 木 の 枝 インテリア 作り方
ジャッカル の 聖 戦士設計する上で大切な角の処理(ピン角、面取り、糸面取り、R . 糸面取りとは、とても小さい面取りを行いなうものです。. 具体的に言えば、C0.1~C0.2程度の面取りを行いなさいという意味です。. ピン角だと作業者にとって危険なので、. C3やR5ほどの面取りは必要ないが、. ピン角で鋭利になっていては困る時に指示する . オイルシール 取付部の設計 | よくあるお問い合わせ | NOK株式会社. リップ材料がシリコーンゴムの場合は、軸の表面粗さを(1.6~0.6)μm Rzに加工してください。 軸の加工方法の詳細については、43ページの“適切な軸の加工方法”をご参照ください。 30HRC以上の硬さを得るためには、一般的に熱処理が. まだ古い粗さ記号使ってるの?表面粗さは年代によって意味が . 1952年制定 表面粗さの記号は1952年に制定されました。しかしその時は数値を管理するというより、加工の仕上げを指示する意味合いがありました。 記号として「~」や「 」が使われていましたが、三角形が多いほど滑らかな面 . 「表面粗さ」に関するJIS 2001年規格について | 規格に関する . 規格に関する情報. 「表面粗さ」に関するJIS 2001年規格について. 「表面粗さ」に関するJIS 2001年規格について. 表面粗さ測定において、最近、測定機のディジタル化が進んだことに伴い、工業製品の表面の多様な評価が可能となり、国際規格ISOにおいても . 十分 の 一 献金
線粗さ(JIS B 0601) | 粗さ入門.com | キーエンス. 表面粗さの微小な凹凸を数値管理するといってもさまざまな方法が考えられます。そこで、日本産業標準調査会によって定められた表面粗さの規定が線粗さ(JIS B 0601)です。ここでは、線粗さ(JIS B 0601)の規格に基づいた測定方法やパラメータをご説明します。. 線粗さ(JIS B 0601)の用語集 | 線粗さ(JIS B 0601) | 粗さ入門 . 実表面の断面曲線とは. 「実表面の断面曲線」とは、試料の実表面上を指定された垂直平面で切断したとき、その切り口に現れる曲線のことです。. JIS B 0601-1994では、「断面曲線」と定義されていました。. 関連ワード:. 測定断面曲線. 断面曲線. 粗さ曲線 . 切削加工における表面粗さとは|表面粗さ(あらさ)悪化の . 切削加工をした製品の表面は、平面に見えても目視で確認できないような高さ・深さ、また間隔の異なる山や谷が連続しています。この連続する微小な起伏を「表面粗さ(あらさ)」とよびます。 近年工業製品の小型化や高度化が求められる中、その部品に対しても精度の高い加工や仕上げが . 表面粗さ・面粗度とは? | 基礎知識・測定方法の解説、加工 . 表面粗さ・面粗度の必要性 表面粗さ・面粗度の測定は、加工の仕上がり状態や外観品質を管理するためだけでなく、製品寿命や機械効率を管理する上でも重要となります。 Ra/Rz/Rqといった表面粗さ・面粗度を計測することで、主に以下の機能性を知ることができます。. JISB0601:2013 製品の幾何特性仕様(GPS)-表面性状 . JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性. 注記 対応国際規格:ISO 3274:1996,Geometrical Product Specifications (GPS)−Surface texture: Profile. method−Nominal characteristics of contact (stylus) instruments(IDT). 用語及び定義. 3.1 一般 . 分かりづらい「はめあい公差」の決め方と、初歩的な考え方を . はめあい公差の決め方 では実際にはめあい公差を決定するには、 「何を基準に考えればよいか . 仕上げ記号の新旧の比較と、各表面粗さに対応する加工方法 2022.06.06 2023.03.29 ノックピンの使い方と注意点の紹介。そのノック . 旋盤加工における回転数の調整ポイントとは? - 精密部品加工 . 旋盤加工の回転数は、ワークの表面粗さや工具の寿命、作業効率に影響を与えます。. 一般的には、回転数が多いほどワークの表面はきれいに仕上がる上に、短時間での加工が可能となります。. しかし、回転数を多くすればするほど工具の寿命が短くなって . 無給油ブッシュの選定(無給油ブッシュの選定と荷重計算 . 表1.金属 種類別特徴. ①無給油ブッシュにかかる最大荷重を算出する。. ②無給油ブッシュの内径と長さを決定する。. ③最大荷重÷( 内径×長さ ) を算出する。. ①運動形態を「直動」「回転」「揺動」のいずれになるか設定する。. ②運動形態毎に必 …. 線粗さ(JIS B 0601)のパラメータ | 線粗さ(JIS B 0601) | 粗さ . 半径:0.2µm. AI-Scanにより、どんな対象物でも正確に粗さ・形状測定が可能です。. AI-Analyzerにより、微妙な表面の違いを自動で解析できます。. 詳しく見る. Ra、Pa、Wa算術平均粗さなど、線粗さ (JIS B 0601)におけるパラメータをご説明します。. 粗さ入 …. 軸受(ベアリング)と軸のはめあいはどれくらがいいの . はめあい面の表面粗さ 軸の表面は肉眼では分からない細かな凹凸があります。軸受をはめた時、軸の凹凸がならされ、わずかに軸径が小さくなります。そのため、しめしろが減少します。 温度 運転中の軸受は、荷重を受けて周囲の . 表面仕上げと表面粗さチャートのガイド - Runsom Precision. 表面仕上げとは? 表面仕上げは、製造されたオブジェクトの表面の質感、形状、およびその他の特性を表す用語です。表面の粗さを表すためによく使用され、通常はプロフィロメーターで測定されます。また、機械加工、研磨、研磨など、表面がどのように処理されたかを指す場合もあります。. 【機械設計】図面は製図だけじゃなくて加工法も知らないと . 表面粗さ 部品図には何かしらの表面粗さ指示がありますよね。表面粗さとは部材を加工したときの表面粗さを指示すること です。 加工法や加工の丁寧さによって表面の粗さが違い、機械の中の面でも単なる外表面か、接触面か、摺動面かなどによって求められる粗さが変わってきます。. 放電加工の種類と表面粗さ - 金属加工のワンポイント講座 . 放電加工の種類と表面粗さ 放電加工とは マシニングや旋盤等の工作刃物を用いて金属を削る切削加工に対し、放電加工は電気を放つエネルギーを活用して、切削加工でいう刃物のように働かせることによって硬い金属を加工する方法です。.